")
")
")
")

Der höchste technologische Fortschritt der letzten Jahre in der Industriebranche der Beschichtung von Rohrverbindungen in PP und PE.
Das perfekte Flammspritzsystem für die Operateure der Branche Oil & Gas und für die
Lackierungen in Lohnarbeit.
Hohe Leistungen und Vielseitigkeit in einem kompakten System
Hauptmerkmale der Flammspritzmaschine Spartacus Oil & Gas
- Kompakt, fahrbar und leicht;
- Einfach in der Anwendung, zuverlässig, robust und wartungsarm;
- Sehr hohe Pulverdurchflussmenge;
- Breite Räder für leichteren Transport in unebenen Gelände;
- Anschluss mittels Schnellkupplungen;
- Direkte Steuerung des Pulvervolumens an der Maschine;
- Geeignet zur PP10-Beschichtung mit einer Dicke von 2 - 12 mm oder mehr in einem einzigen Arbeitsgang.
- Benötigt nur getrocknete Druckluft und Flüssiggas:
- Mindestluftanforderungen: 1100 L pro Minute, trockene und gekühlte Luft, konstanter Druck von 6 bar;
- LPG - Mindestpropangehalt: 50% - 60%; - minimaler LPG-Druck: konstant bei 3 bar;.
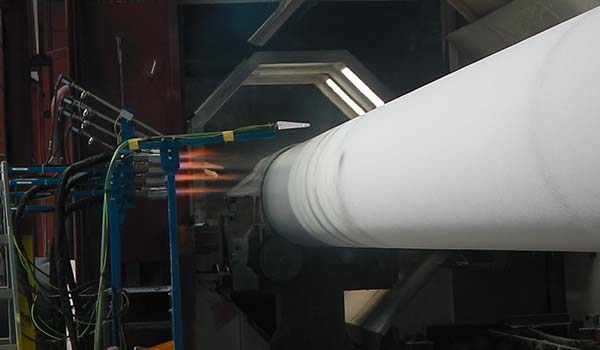
Die PP- und PE-Beschichtungen, die beim Flammspritzen mit ausgewählten Pulvern (z. B.
Polypropylen IBIX PP10) direkt vor Ort aufgespritzt werden, entsprechen den
Standardbeschichtungen der Rohre in der Fabrik. Dies stellt sicher, dass Beschichtungen
mittels Flammspritzmaschine eine perfekt homogene Verbindung mit den aufgebrachten
Beschichtungen im Werk eingehen. Das Ergebnis ist eine vollständig geschmolzene und
homogene Beschichtung, die das Substrat vor Langzeitkorrosion schützt.
Das
Flammspritzen ermöglicht es auch, den 3LPE- und 3LPP-Beschichtungsprozess von
Spezialteilen wie z. B. Kurven, buckle arrestors und Armaturen erheblich zu
beschleunigen.
Spartacus Pistolen
Leicht austauschbare Pistolen in verschiedenen Größen erhältlich, um sich an verschiedene Oberflächen anzupassen



Neue "Centurion" -Pistole, die effektivste Pistole mit breitem Sprühstrahl (große und mittelgroße Pistole erhältlich).
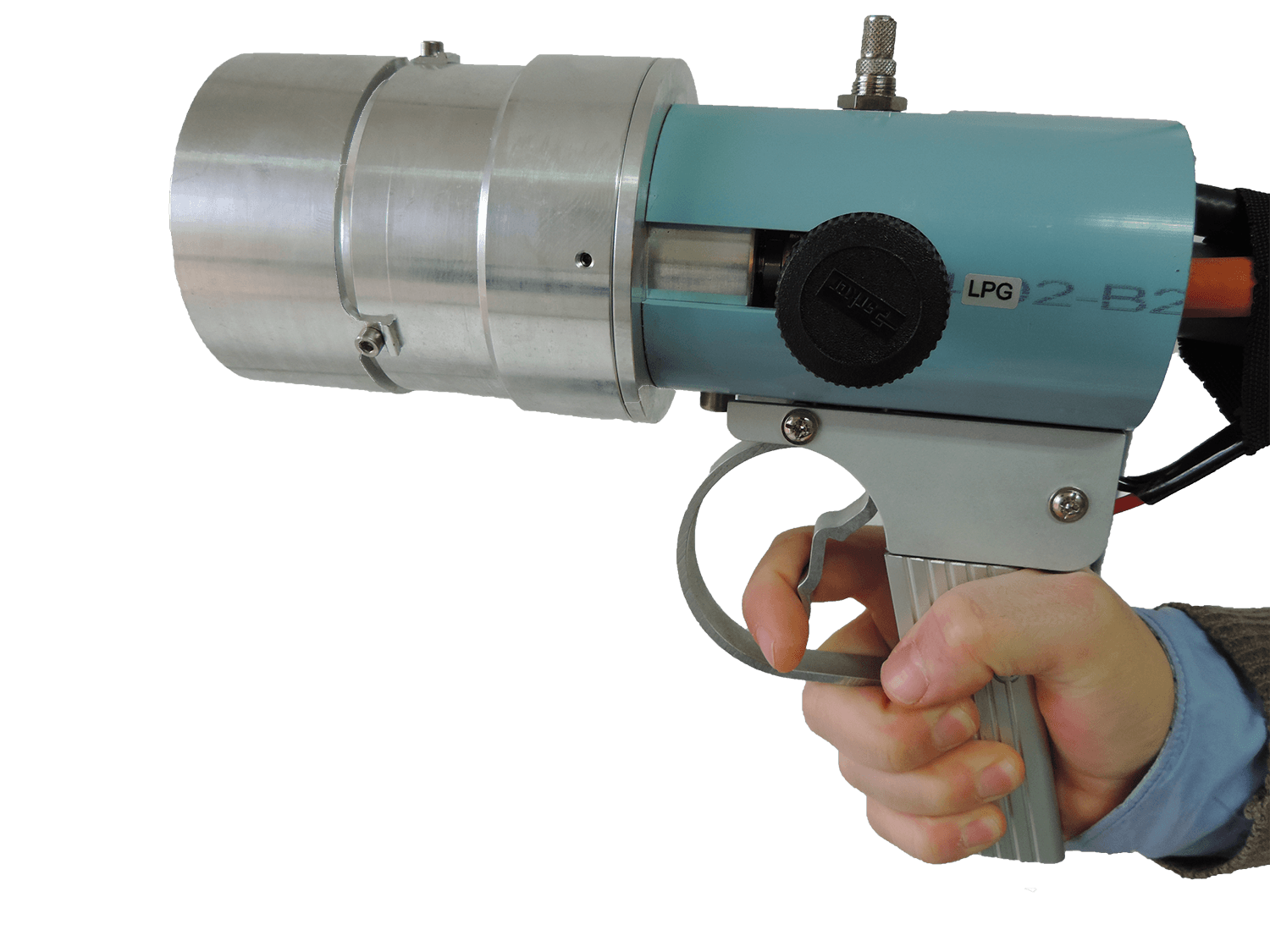
Vorteile
- Fächerförmiges Spritzen (über 10 cm mit der Großen Centurion Pistole);
- Elliptisch geformter Pulverstrahl;
- Schnelleres Sprühen und gleichmäßigere Schichten;
- Leichteres Überlappen der Spritzstreifen und besserer Pulveraustritt;
- Keine Riefenbildung oder Ansamlung von Pulver, minimiert die Gefahr von nicht geschmolzenem Pulver mit Lufteinschlüssen in der Beschichtung
- Perfekte Verschmelzung des thermoplastischen Pulvers auch bei hohem
Pulverdurchfluss.